
Zerkala iz nerzhaveyushei stali dlya samodel'nogo teleskopa Kassegrena
Pamyati otca
-
uchitelya i tovarisha
Chernovala Anatoliya Ivanovicha
Feci, quod
potui, faciant, meliora potentes.
Sdelal, chto mog, i pust', kto
mozhet, sdelaet luchshe.
Lyubiteli
teleskopostroeniya v kachestve materiala dlya svoih zerkal v nastoyashee
vremya ispol'zuyut steklo. I eto opravdano. Obrabotka stekla,
opticheskie kachestva kotorogo ne igrayut nikakoi roli, sravnitel'no
neslozhna, i ono horosho prinimaet polirovku. Metallicheskoe pokrytie,
tuskneyushee so vremenem, legko vozobnovlyaetsya.
Vmeste s tem,
oprometchivym budet utverzhdenie, chto steklo, v sluchae nebol'shih
lyubitel'skih teleskopov, yavlyaetsya luchshim materialom dlya
astronomicheskih zerkal.
Usloviya, pred'yavlyaemye k steklu, svodyatsya k dvum osnovnym: steklo dolzhno byt' horosho otozhzhennym (ne zakalennym) i imet' dostatochnuyu tolshinu. Tret'e, zhelatel'noe, ego svoistvo - eto vozmozhno malyi koefficient teplovogo rasshireniya. Delo v tom, chto pri perepadah temperatury vozduha temperatura vneshnih i vnutrennih sloev zerkala v silu nizkoi teploprovodnosti stekla vyravnivaetsya ochen' medlenno. Obrazuyushiesya mehanicheskie napryazheniya iskazhayut ne tol'ko ego razmery i kriviznu, no i formu, osobenno ego kraevoi chasti ("effekt kraya").
Illyuminatornoe steklo (naibolee hodovoi sort stekla v lyubitel'skom teleskopostroenii) spolna podverzheno etoi deformacii. Dostat' zhe zagotovku iz special'nogo opticheskogo stekla dlya bol'shinstva lyubitelei - nepreodolimaya trudnost'. No esli material obladaet dostatochno bol'shoi teploprovodnost'yu, to pri izmenenii temperatury okruzhayushei sredy razmery i krivizna zerkala budut menyat'sya, no forma ego poverhnosti ostanetsya prezhnei.
Takomu tipu materialov sootvetstvuyut metally.
Ochevidno, chto steklo sluzhit lish' oporoi dlya tonchaishego (0,5 - 2 mk) metallicheskogo pokrytiya, bez kotorogo ono, bezuprechno otpolirovannoe, otrazhaet 4 - 5% padayushego na nego sveta. Raz tak, to pridav cel'nometallicheskoi opore (naprimer, iz nerzhaveyushei stali) zerkal'nuyu opticheski tochnuyu poverhnost', my poluchaem dvoinoi vyigrysh, a imenno: ispol'zuem material s bol'shoi teploprovodnost'yu i izbavlyaemsya ot neobhodimosti naneseniya metallicheskogo pokrytiya, trebuyushego apparatury, nedostupnoi dlya lyubitelya pri rabote v domashnih usloviyah.
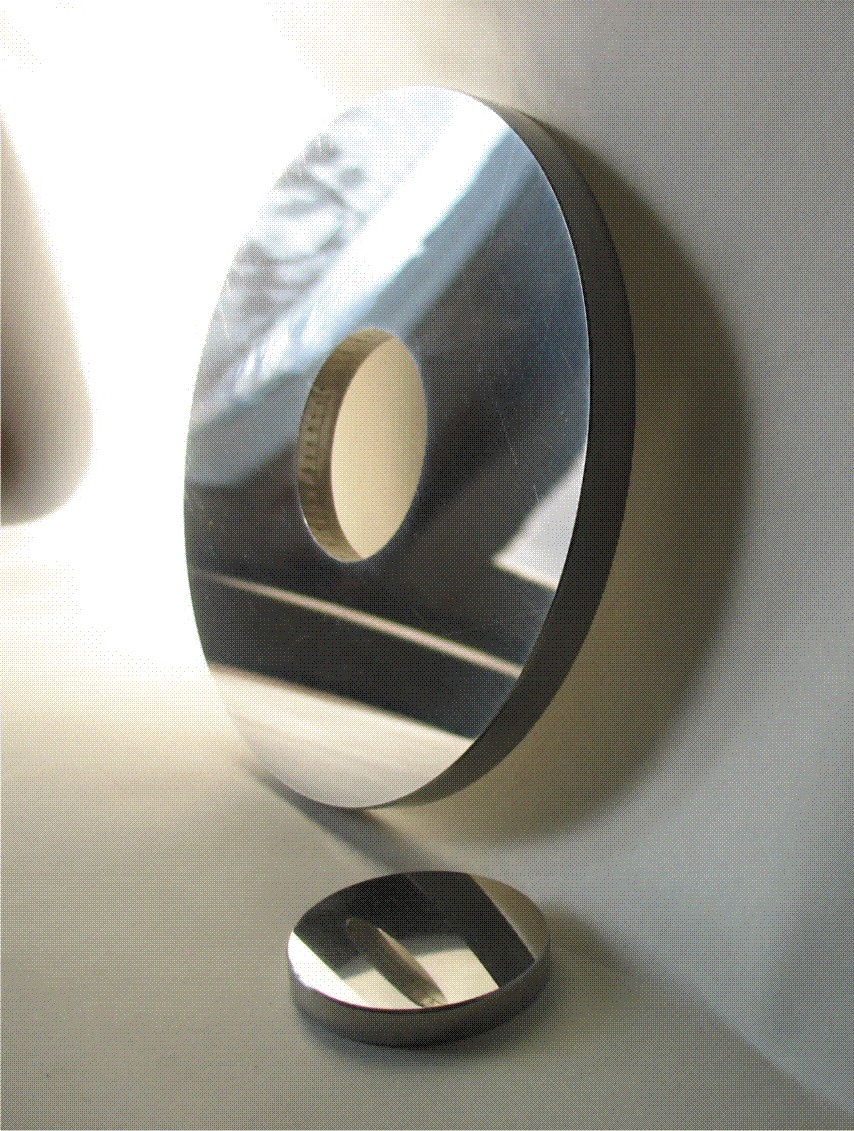
Etot put' i izbral avtor, vruchnuyu izgotovivshii zerkala dlya kassegrenovskogo teleskopa - glavnoe, paraboloidal'noe, diametrom 185 mm, i vtorichnoe, 56-millimetrovoe.
Glavnoe zerkalo teleskopa Kassegrena opredelyaet ego deistvuyushee otverstie, vtorichnoe preobrazhaet shodimost' puchka sveta. Glavnoe zerkalo imeet central'noe otverstie, skvoz' kotoroe vtorichnoe zerkalo napravlyaet otrazhennye im luchi, idushie ot glavnogo zerkala, v fokal'nuyu ploskost' sistemy.
Vtorichnoe, negativnoe, zerkalo, podobno linze Barlou, uvelichivaet fokusnoe rasstoyanie glavnogo zerkala v neskol'ko raz (ris.1).
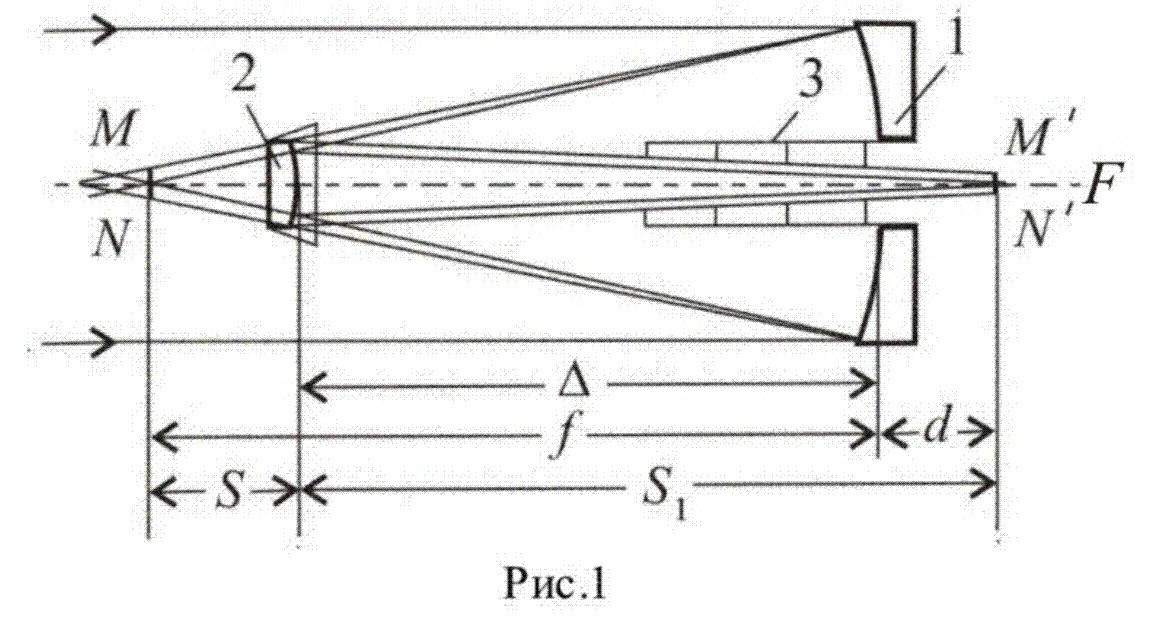
1 - glavnoe zerkalo; f - fokusnoe rasstoyanie glavnogo zerkala; F – fokus sistemy, 2 - vtorichnoe zerkalo; S i S1 - sopryazhennye otrezki: S - rasstoyanie ot vershiny giperbolicheskogo zerkala do fokal'noi ploskosti glavnogo zerkala, S1 - rasstoyanie ot vershiny giperbolicheskogo zerkala do fokal'noi ploskosti vsei sistemy (ekvivalentnogo fokusa); d – rasstoyanie ot vershiny glavnogo zerkala do ekvivalentnogo fokusa (zavisit ot tolshiny zerkala i dna opravy i zhelatel'nogo vynosa fokal'noi ploskosti), Δ – rasstoyanie mezhdu glavnym i vtorichnym zerkalami; 3 – svetozashitnaya trubka; M N i M ′ N ′ - sootvetstvenno lineinye razmery polya zreniya fokal'noi ploskosti glavnogo zerkala i ekvivalentnoi sistemy
Pri raschete
sistemy Kassegrena ishodyat iz razmera glavnogo zerkala D (v nashem
sluchae – 185 mm), ego fokusnogo rasstoyaniya i otnositel'nogo
otverstiya, sootvetstvenno 925 mm i 1/5. Radius krivizny glavnogo
zerkala R = 1850 mm
(925 × 2) .
Polozhenie polyusa vtorichnogo zerkala na opticheskoi osi (faktor polozheniya) harakterizuet otnoshenie: α = f / s. Rekomenduetsya vybirat' ot 3 do 5. V dannom sluchae α – 4.
Uvelichenie fokusnogo rasstoyaniya na vtorichnom zerkale (faktor uvelicheniya) u nas ravno: M = (s1/ s) 3,65. Ekvivalentnoe fokusnoe sostoyanie sistemy = 3376 mm (3,65×925)
Diametr otverstiya v glavnom zerkale ne dolzhen prevyshat' tret' ego diametra, inache difrakcionnoe izobrazhenie zvezdy v teleskope budet iskazhennym (v nashem sluchae – 60 mm).

Diametr
vtorichnogo zerkala opredelyaetsya ego polozheniem na opticheskoi osi. Pri
ispol'zovanii polya zreniya 0,5º
(v nashem sluchae)
diametr ego soglasno formule:

Radius krivizny vtorichnogo zerkala, opredelennogo po formule Gaussa:

fokusnoe
rasstoyanie vtorichnogo zerkala = - 318 mm;
strelka krivizny
vtorichnogo zerkala (izmeryaetsya v shlifoval'nike):
S = 231 mm; Δ = 694 mm; d = 150 mm, S1 = 844 mm;
Obrabotka nerzhaveyushei stali vruchnuyu ochen' slozhna. Ne menee slozhna i trudoemka figurizaciya (retush') - pridanie zerkalu tochnoi opticheskoi poverhnosti. Avtoru pri etom pridaval duhu obnadezhivayushii primer: ego otec Chernoval Anatolii Ivanovich, hudozhnik i lyubitel' astronomii, v 1970-e gody na dosuge izgotovil dva sfericheskih zerkala 150 i 250 mm diametrom. Ne v poslednyuyu ochered' sama slozhnost' zadachi pobudila avtora vzyat'sya za delo.
V special'noi literature, posvyashennoi voprosam lyubitel'skogo teleskopostroeniya, kotoruyu shtudiroval, s kotoroi "sovetovalsya" avtor (sm. bibliografiyu), metall v kachestve materiala dlya astronomicheskih zerkal ne rassmatrivaetsya. Prichina v tom, chto "… metally v nastoyashee vremya ne ispol'zuyutsya v lyubitel'skoi praktike" (3).
Edinstvennoe perevodnoe izdanie po rassmatrivaemoi teme, kotoroe avtor imel na rukah, predstavlyaet soboi lakonichnoe nastavlenie po izgotovleniyu 75-millimetrovogo sfericheskogo zerkala iz dyuralyuminiya. Nerzhaveyushaya stal' upominaetsya v nem lish' kak povod soobshit' o nekom amerikanskom lyubitele, kotoryi delal iz etogo metalla "prekrasnye zerkala" (4).
Takim obrazom, avtor v hode raboty ne raz pribegal k opytu otca, k tomu zhe mnogie voprosy reshal samostoyatel'no, na praktike otbiraya naibolee celesoobraznye priemy vozdeistviya na trudno podayushiisya obrabotke i chasto "neposlushnyi" material.
Tradicionnaya tehnologiya izgotovleniya astronomicheskogo zerkala zaklyuchaetsya vo vzaimnom pritire dvuh diskov, poperechniki kotoryh ravny.
Poluchenie vognutogo i vypuklogo zerkal dlya kassegrenovskogo teleskopa osnovano na prostom principe. Sut' ego v sleduyushem. Pri smeshenii odnogo diska otnositel'nogo drugogo davlenie (ot vesa zerkala i nazhima ruk rabotayushego) raspredelyaetsya neravnomerno: na nizhnem diske ono vozrastaet po napravleniyu k krayu, na verhnem - usilivaetsya v centre. Poverhnosti pritiraemyh diskov priobretayut kriviznu: nizhnii disk postepenno stanovitsya vypuklym, verhnii - vognutym.
Forma zhe uglubleniya zavisit ot haraktera dvizhenii verhnego diska po nizhnemu. Dostizhenie pravil'nogo sfericheskogo uglubleniya vozmozhno pri soblyudenii opredelennyh uslovii. Eto, vo-pervyh, povorachivanie odnogo diska vokrug drugogo i, vo-vtoryh, vynos verhnego diska s nizhnego ne dolzhen prevyshat' tret' ego radiusa pri dvizhenii (nazyvaemom na tehnicheskom yazyke shtrihom) v kazhduyu storonu.
Odnako, eta,
"klassicheskaya", tehnologiya, vpolne prigodnaya pri obrabotke
vruchnuyu stekla, primenitel'no k nerzhaveyushei stali na nachal'nom etape
iz-za mizernoi proizvoditel'nosti - sushee razbazarivanie truda i
vremeni. Chrezmernye trudnosti sposobny otpugnut' i lyubitelya, bolee
terpelivogo, chem bibleiskii Iov.
Reshenie problemy - v
predvaritel'nom pridanii zagotovkam gruboi, priblizitel'noi formy
sposobom, rech' o kotorom vperedi.
Process izgotovleniya metallicheskogo zerkala dlya lyubitel'skogo teleskopa delitsya na ryad etapov: chernovaya obrabotka zagotovok, gruboe shlifovanie, tonkoe shlifovanie, polirovanie i figurizaciya.
A teper' - k delu.
Iz listovoi
nerzhaveyushei stali sluchainogo proishozhdeniya v rezul'tate primeneniya
gazosvarochnoi gorelki i zadeistvovaniya metalorezhushih stankov vyshli
dva diska-blizneca diametrom 185 mm i 15 mm tolshinoi.
Na licevoi
i zadnei storonah odnogo iz nih, prednaznachennogo dlya budushego
glavnogo zerkala, byli protocheny kol'cevye kanavki s
dvuhmillimetrovoi peremychkoi mezhdu nimi dlya central'nogo otverstiya,
cherez kotoroe otrazhennyi vtorichnym zerkalom svet popadaet v okulyar.
Na drugom diske, kotoryi gotovilsya v kachestve instrumenta dlya
obrabotki, byli profrezerovany kanavki v dvuh vzaimno
perpendikulyarnyh napravleniyah, razbivayushie poverhnost' na kvadraty so
storonoi v 30 mm. Naznachenie kanavok - obespechit' legkoe, ravnomernoe
raspredelenie abraziva na shlifoval'nike vo vremya raboty; komponovka
ih - assimetrichna po otnosheniyu k centru (ris.2).
Ris.2
Podgotovlennye
takim obrazom diski predstoyalo obrabotat' nacherno: pridat'
poverhnosti budushego zerkala vognutuyu formu, budushego shlifoval'nika -
vypukluyu.
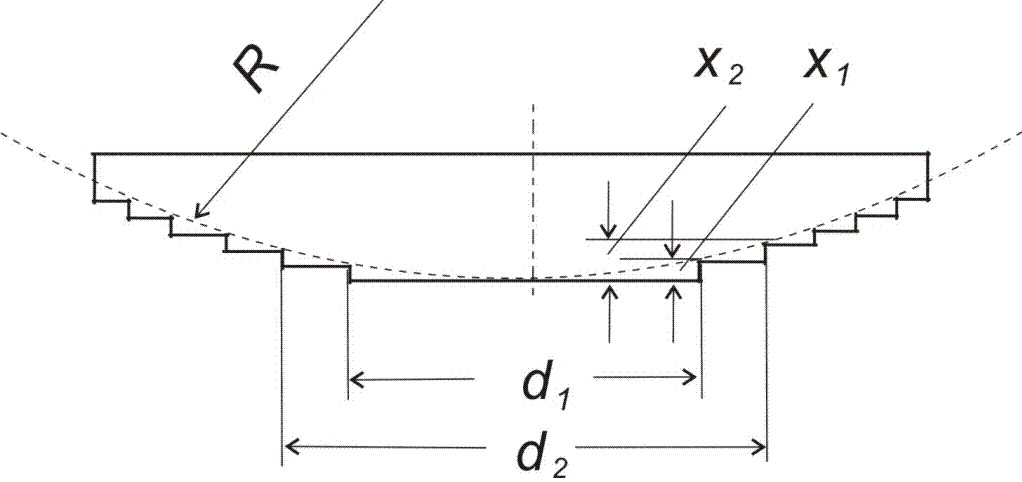
Naibolee ekonomichnoi yavlyaetsya obrabotka zagotovok na
tokarnom stanke, kotoraya pridaet poverhnosti stupenchatuyu formu,
prichem ogibayushaya stupen'ki predstavlyaet soboi sferu nuzhnoi krivizny
(1,3).
Ris.3
Takoi vozmozhnosti avtor ne imel.
V broshyure K.L.Stonga rekomenduetsya dlya polucheniya uglubleniya v zagotovke primenit' shaber (4). Eto opravdanno pri rabote s dyuralyuminiem, no ne priemlemo pri obrabotke znachitel'no bolee tverdoi nerzhaveyushei stali.
Avtor obratilsya k sposobu, predlozhennomu v svoe vremya ego otcom: primenenie sablevidnyh napil'nikov. V zavodskih usloviyah, v "termichke" kruglye i polukruglye drachevye napil'niki otpuskalis', im pridavalas' izognutaya, sablevidnaya, forma, zatem oni podvergalis' povtornoi zakalke. Shlifoval'nik, ponyatno, obrabatyvaetsya ploskimi napil'nikami.
Dva shablona, rasschitannoi krivizny (vognutyi i vypuklyi) izgotovlennye iz tonkogo listovogo dyuralyuminiya pozvolyali kontrolirovat' pravil'nost' vypuklosti odnogo diska i velichinu sharoobraznogo uglubleniya v drugom - strelku krivizny, kotoraya, kak pomnim, ravnyaetsya 2,3 mm.
Obrabotka zagotovok napil'nikami, v rezul'tate kotoroi oni priobreli kriviznu, sootvetstvuyushuyu shablonam, rastyanulas' na dva mesyaca ( po 10 - 12 chasov v nedelyu).
Vtoroi etap - eto grubaya shlifovka, pritiranie diskov s abrazivom mezhdu nimi do teh por, poka oni ne prishlifuyutsya drug k drugu, a sledy ostavlennye napil'nikami, polnost'yu ne ischeznut.
V kachestve shlifuyushih materialov ispol'zuyut prirodnye i iskusstvennye abrazivy (ukazany s uchetom vozrastaniya ih plotnosti i tverdosti): nazhdak, elektrokorund, karborund, karbid bora. Dlya grubogo shlifovaniya primenyayut shlifzerno. Ego avtor poluchil, razbivaya otrabotannye abrazivnye krugi na kuski, kotorye rastolok i zatem proseyal skvoz' melkoe sito.
Rabota velas' na povorotnom stolike v pryamougol'nom yashike iz ocinkovannogo zheleza s nevysokimi bortikami, prilazhennom k prochnoi taburetke. Ee ustoichivost' obespechivala dvuhpudovaya girya, kotoraya podveshivalas' k nei na metallicheskom sterzhne.
Povorotnyi stolik – eto fanernyi krug 25-millimetrovoi tolshiny i poperechnikom, nemnogo bol'shim poperechnika diskov, prednaznachennyh dlya obrabotki na nem, kotoryi, blagodarya zapressovannoi v ego centre latunnoi vtulke, imeet vozmozhnost' vrashat'sya vokrug metallicheskoi zhe osi, vmontirovannoi v dnishe yashika.
Nizhnii disk vo vremya obrabotki opiraetsya na tri ravnoudalennye tochki (kozhanye kruzhki), lezhashie na krugu, diametr kotorogo na 10 men'shii diametra diskov, i uderzhivaetsya na povorotnom stolike chetyr'mya shurupami, propushennymi skvoz' rezinovye probki. Dlya obespecheniya vodostoikosti, stolik propitan goryachei olifoi i pokryt maslyanoi kraskoi.
Shlifovanie proizvodilos' v polozhenii "zerkalo sverhu" s soblyudeniem uslovii, o kotoryh uzhe shla rech': pri cheredovanii shtrihov s povorachivaniem zerkala otnositel'no shlifoval'nika.
Poryadok raboty byl sleduyushii. Shlifoval'nik, zakreplennyi na povorotnom stolike, posypalsya grubym abrazivom (elektrokorundom) i smachivalsya vodoi. Zerkalo nakladyvalos' sverhu. Sdelav s bol'shim davleniem na zerkalo dva-tri central'nyh shtriha, avtor levoi rukoi povorachival stolik na 20-30º protiv chasovoi strelki, a pravoi - zerkalo na 15-20º po chasovoi strelke, zatem snova s sil'nym nazhimom ruk dvizheniya ot sebya i sebe i - ocherednoi povorot. I tak na vsem protyazhenii shlifovaniya. Dva-tri shtriha sovershalos' za sekundu. Izmel'chennyi abraziv, smyvaemyi v otdel'nuyu posudu, smenyalsya novymi porciyami s obil'nym dobavleniem vody.
Strelka krivizny izmeryalas' vpolne dostatochnym na etom etape sposobom. V prosvet mezhdu centrom zerkala i kraem metallicheskoi lineiki, polozhennoi rebrom, ukladyvalis' stopkoi polovinki lezvii dlya britvy tolshinoi 0,1 mm do teh por, poka lineika ne okazyvalas' plotno prizhatoi k lezviyam i krayam zerkala. Kolichestvo lezvii ukazyvalo na velichinu strelki krivizny. Kogda ih chislo dostiglo 20, a zagotovki polnost'yu prishlifovalis' drug k drugu, shlifoval'nik byl otlozhen v storonu. Ego mesto zanyal viniplastovyi disk, togo zhe, chto i zerkalo diametra i tolshinoi 20 mm.
Zdes'
neobhodima ogovorka. Sushestvuet mnogo sposobov izgotovleniya
shlifoval'nikov dlya tonkogo shlifovaniya. Naprimer, nakleit' na
cementnuyu otlivku sootvetstvuyushego zerkalu poperechnika kvadratiki iz
orgstekla ili viniplasta; nanesti na metallicheskii ili plastmassovyi
disk, teh zhe, chto i zerkalo, diametra i tolshiny sloi epoksidnoi
smoly, po kotoromu, posle ego zatverdeniya, i vesti shlifovanie.
Avtor
s oglyadkoi na to, chto metallicheskii shlifoval'nik - osnova budushego
polirovochnogo pritira, a k tonkomu shlifovaniyu inogda prihodit'sya
vozvrashat'sya i v hode polirovaniya, izgotovil disk diametrom 185 mm i
tolshinoi 20 mm iz cel'nogo lista viniplasta.
Posle naneseniya seti kanavok (rezcom dlya rezki orgstekla) i chernovogo pridaniya vypuklosti (napil'nikami pod shablon) disk podvergsya prishlifovaniyu k zerkalu, sluzhivshemu v dannom sluchae instrumentom dlya obrabotki, i priobrel posle etoi procedury horoshuyu sfericheskuyu formu. Izvleklo iz etogo vygodu, vprochem, i samo zerkalo: poverhnost' ego stala bolee sglazhennoi, inache govorya, vpolne podgotovlennoi k tonkomu shlifovaniyu.
Vtoroi etap svoego roda materializaciya pogovorki "Terpenie i trud - vse peretrut") oboshelsya avtoru v tri mesyaca napryazhennogo truda.
Etap
tretii. Osnovnaya cel' tonkoi shlifovki - poluchenie sglazhennoi,
plavnoi poverhnosti - osushestvlyalas' posledovatel'nym primeneniem vse
bolee tonkih abrazivov, minutnikov.
Avtor prigotovil ih "domashnim"
sposobom - otmuchivaniem otrabotannogo v hode gruboi shlifovki
elektrokorunda (mikroporoshki M40, M28, M20, M14).
Otmuchivanie
provoditsya tak. V ob'emistuyu steklyannuyu banku, vysotoi 25-30 sm s
teploi kipyachenoi vodoi vsyplem prigorshnyu-druguyu poroshka vseh frakcii,
horosho vzboltaem ee i dadim vode otstoyat'sya. Spustya 30 minut s
pomosh'yu sifona sol'em vodu v druguyu banku bol'shego ob'ema,
vnimatel'no sledya, chtoby konec sifona nahodilsya v neskol'kih
santimetrah ot urovnya otstoyavshegosya abraziva.
Snova nal'em vodu v
pervuyu butyl' i dadim otstoyat'sya ei te zhe polchasa. Vodu s abrazivom,
kotoryi ne uspel osest', sol'em, i tak prodelaem neskol'ko raz, poka
voda v pervoi butyli ne stanet prozrachnoi. Vo vtoroi posudine
soberetsya «minutnik» M10, prednaznachennyi dlya samogo
tonkogo shlifovaniya. Tak samo vzboltaem abraziv v pervoi butyli, dadim
otstoyat'sya 15 minut, slivaem ego v druguyu banku, poluchaem M14.
Sokrashaya vdvoe vremya kazhdogo posleduyushego otstaivaniya v pervoi
posudine poluchim abrazivy: v tret'ei banke M20, v chetvertoi –
M28, v pyatoi – M40.
Poluchennye «minutniki»
pokroem sloem vody v neskol'ko millimetrov. Vysushivat' ih ne sleduet,
inache oni slipnutsya v tverdye komochki, kotorye neminuemo pocarapayut
poverhnost' zerkala; k tomu zhe, vo vremya raboty oni vse ravno dolzhny
byt' vlazhnymi.
K slovu, nepozvolitel'noi roskosh'yu dlya lyubitelya
budet otkazat'sya ot priobreteniya gotovyh abrazivov, kotorye bol'she,
chem samodel'nye, otvechayut trebovaniyam otnositel'no procentnogo
nalichiya v nih osnovnoi frakcii, naprimer - ne men'she 55% v M14.
Shlifovanie
proizvodilos' s neukosnitel'nym soblyudeniem uslovii, vliyayushih na
okonchatel'nyi rezul'tat. Eto i akkuratnost' i chistota vo vsem,
osobenno pri perehode k ocherednomu "minutniku", i
netoroplivye dvizheniya s umerennym davleniem na zerkalo, i dlina
shtrihov (v predelah 1/4-1/3 radiusa), i strogii osmotr shlifovannoi
poverhnosti v kosyh luchah sveta i s pomosh'yu korotkofokusnoi linzy.
Zagipsovannaya kol'cevaya kanavka na licevoi storone zerkala
strahovala v nemaloi stepeni ot carapin.
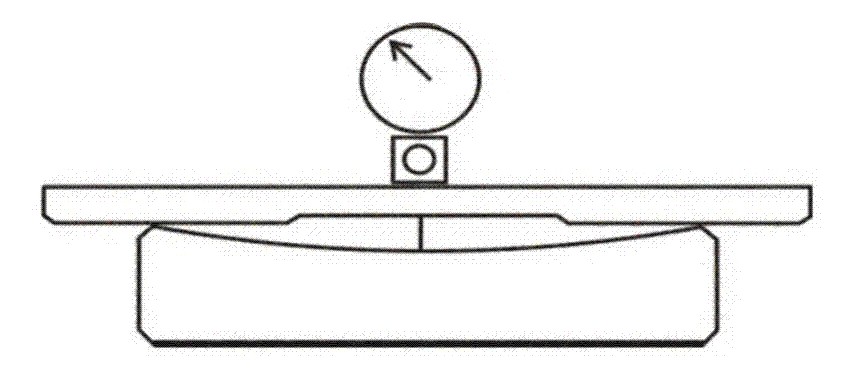
Strelka krivizny izmeryalas' indikatorom chasovogo tipa s cenoi deleniya 0,01mm, zakreplennym v centre metallicheskogo bruska, rabochie poverhnosti kotorogo byli tshatel'no obrabotany.
Ris.4
Umen'shenie radiusa krivizny, obuslovlennoe postoyannym polozheniem zerkala sverhu v hode shlifovaniya, pozvolilo "dobrat'" do rasschitannoi strelki krivizny nedostayushie 0,3 mm.
Zalogom
polucheniya horoshei poverhnosti vrasheniya byli pravil'nye ritmichnye
dvizheniya i neznachitel'nye razlichiya v dline shtrihov, estestvennye pri
ruchnoi (v otlichii ot mashinnoi) obrabotki.
Na etom tonkoe
shlifovanie, otnyavshee okolo dvadcati chasov nepreryvnogo vremeni,
zakonchilos'.
Etap chetvertyi. Polirovka, v hode kotoroi tonko shlifovannaya zagotovka priobretaet zerkal'nyi blesk i opticheski tochnuyu poverhnost', proizvodilas' na polirovochnom pritire.
Avtory knig dlya lyubitelei, shodyas' na tom, chto polirovochnoi smole prinadlezhit vazhnaya, esli ne osnovnaya, rol' v polirovochnom processe, sposoby izgotovleniya poliroval'nikov predlagayut raznye. Vse oni vpolne nadezhny, no trebuyut dorabotki, i prezhde vsego, v nanesenii special'nyh kanavok, o chem budet skazano v svoem meste.
Po okonchanii tonkoi shlifovki byla udalena central'naya chast' budushego kassegrenovskogo zerkala (sverleniem po okruzhnosti peremychki skvoz' kol'cevuyu kanavku na zadnei storone zerkala i dal'neishei rabotoi nadfilem i polukruglym napil'nikom).
Izvestno,
chto sploshnaya poverhnost', bez otverstiya v centre, luchshe "slushaetsya"
poliroval'nika, a eto oblegchaet figurizaciyu. Poetomu obrazovavshuyusya
probku rekomenduetsya vkleit' s pomosh'yu gipsa ili voska na mesto.
Sovet del'nyi, odnako avtor, v kachestve eksperimenta izgotovivshii
iz poluchennogo bloka sfericheskoe zerkalo diametrom 56 mm i fokusnym
rasstoyaniem 700 mm, lishil sebya takoi vozmozhnosti i tem samym dobavil
problem v processe figurizacii.
Osnovaniem
dlya polirovochnogo pritira sluzhil metallicheskii shlifoval'nik, vypuklaya
forma kotorogo imeet sushestvennoe znachenie: tolshina sloya smoly na
vsei ploshadi poliroval'nika odinakova. L. L. Sikoruk, k slovu,
sovetuet dlya vypolneniya etogo usloviya, pridat' alyuminievoi plastine
podhodyashuyu kriviznu udarami tyazhelogo molotka v ee centr ili zhe –
sdelat' eshe odin disk s epoksidnym sloem po radiusu krivizny zerkala
(2).
Ochevidno, chto pri izgotovlenii metallicheskogo zerkala eti
hlopoty isklyucheny. Esli zhe prodolzhit' razgovor o materialah dlya
lyubitel'skih zerkal, to sleduet otmetit' gotovnost' metallicheskogo
shlifoval'nika eshe ne raz posluzhit' dlya izgotovleniya i steklyannyh
astronomicheskih zerkal. A eto, s prakticheskoi tochki zreniya, tozhe - ne
minus.
Polirovochnaya smola dlya metallicheskogo zerkala dolzhna byt' tverdoi. Tverdost' v pervuyu ochered' zavisit ot kolichestva kanifoli. Procentnoe sootnoshenie sostavnyh chastei smoly (bituma i kanifoli) priblizitel'no 40%-60% sootvetstvenno. Tverdost' smoly dostatochna, esli nogot' bol'shogo pal'ca, pri sil'nom davlenii v techenie polminuty ostavit na nei neglubokuyu, no zametnuyu zarubku.
Smes' kusochkov bituma i kanifoli v ukazannyh proporciyah rasplavlyalis' pri tshatel'nom peremeshivanii derevyannoi palochkoi v metallicheskoi banke na legkom ogne gorelki gazovoi plity. Sil'no razogretaya, no ne dovedennaya do kipeniya, smola procezhivalas' dlya ustraneniya tverdyh chastic cherez marlyu. Ostuzhennye pod struei holodnoi vody neskol'ko kapel' smoly predvaritel'no ispytyvalis' na tverdost'. Esli ona okazyvalas' chrezmernoi, v razogretuyu smolu dobavlyalos' nemnogo skipidara, esli myagkoi, to - nuzhnoe kolichestvo rasplavlennoi kanifoli.
Izgotavlival
polirovochnyi pritir avtor bolee prostym i, kak pokazala praktika,
bolee udobnym sposobom, chem te, kotorye nahodim v knigah dlya
lyubitelei.
Metallicheskii shlifoval'nik s nakleennym vokrug nego
bumazhnym bortikom vysotoi v 5 mm nad ego poverhnost'yu podogrevalsya i
protiralsya skipidarom (dlya luchshego scepleniya so smoloi). Razogretaya
smola tonkoi struikoi vylivalas' na ego centr, poka uroven' smoly ne
vyravnivalsya s verhnim kraem bortika.
Otshlifovannaya poverhnost'
zerkala zakrashivalas' gustoi smes'yu vody i okisi hroma.
Posle
nekotorogo zatverdeniya smoly zerkalo akkuratno nakladyvalos' na
poliroval'nik tak, chtoby centry ih sovmestilis'. V takom polozhenii
eta para ostavalas' do ih polnogo ostyvaniya. Zerkalo legko otdelyaetsya
ot polirovochnogo pritira legkim udarom ego kraya o tverduyu
poverhnost'.
Nepremennoe uslovie uspeshnoi polirovki i, osobenno, figurizacii - bezuprechno otformovannyi poliroval'nik. Ego poverhnost' dolzhna byt' gladkoi do bleska, fasetki – kvadratnymi, a razdelyayushie ih kanavki - pryamymi i odinakovoi glubiny na vsem protyazhenii. Eto delaet vozmozhnym v silu tekuchesti smoly nezavisimoe, legkoe prisposoblenie kazhdoi fasetki k poverhnosti zerkala: polirovka idet ravnomerno.
Raspolozhenie seti kanavok na poverhnosti, napomnim, dolzhno byt' asimmetrichnym po otnosheniyu k krayam, to est' s centrom polirovochnogo pritira ne dolzhny sovpadat' ni kanavka, ni centr fasetki.
Sposoby
naneseniya kanavok na poliroval'nik mnogoobrazny.
Naibolee prostoi
- vydavlivaniem kanavok ravnomernoi setkoi - uslozhnyaetsya tem, chto
kanavki, vtoroe naznachenie kotoryh – sposobstvovat' cirkulyacii
poliruyushego materiala, v hode polirovki bystro zaplyvayut, a znachit,
trebuyut chastogo vozobnovleniya.
Kanavki vydavlivayut fasetnikom ili
prosto lineikoi v myagkoi smole, propilivayut nozhovkoi pod struei
slegka podogretoi vody - v tverdoi, prorezayut elektropayal'nikom s
nasadkoi iz zhesti, prikruchennoi k ego zhalu tolstoi mednoi provolokoi
i t.d.
Perechislennye sposoby, kak ubezhdaet praktika, proigryvayut v udobstve i, glavnoe, v kachestve ispolneniya sposobu, takzhe predlozhennomu otcom avtora: primenenie "dedovskogo" payal'nika molotkovogo tipa (klinovidnogo kuska krasnoi medi na dlinnoi rukoyatke iz tolstoi provoloki), kotoryi po hodu raboty nagrevaetsya na ogne do nuzhnoi temperatury.
Pri obrabotke zerkala s otverstiem central'naya chast' polirovochnogo pritira ne dolzhna rabotat'. Poetomu v nem, do raz'edineniya s zerkalom, v centre byla udalena smola kruzhkom, ravnym diametru otverstiya.
Kanavki nanosilis' nagrevaemym do 80 – 100 gradusov payal'nikom pod lineiku v neskol'ko priemov, poka fasetki ne stali akkuratnymi i odinakovymi (25 h 25 mm), a glubina kanavok ne dovedena do osnovy. Konusnost' fasetok pri etom obespechivala klinovidnaya forma payal'nika.
Okonchatel'naya formovka polirovochnogo pritira osushestvlyalas' poverhnost'yu zerkala. Na nagretyi v goryachei vode (55 - 60 gradusov) do nekotorogo razmyagcheniya smoly i ustanovlennyi na povorotnom stolike poliroval'nik nakladyvalos' obil'no smochennoe teploi vodoi zerkalo. Dvigaya ego po vsem napravleniyam i povorachivaya stolik, avtor dobivalsya, chtoby vsya poverhnost' poliroval'nika zablestela. Zaplyvshie kanavki popravlyalis' nagretym payal'nikom, smola po mere zatverdeniya razmyagchalas' goryachei vodoi i "polirovka" bez poliruyushego materiala vozobnovlyalas' i tak do teh por, poka poverhnost' poliroval'nika ne stala gladkoi do bleska, a fasetki i kanavki – bezuprechnymi.
Tshatel'no obmytyi vodoi polirovochnyi pritir ustanavlivalsya na povorotnom stolike, na ego sredinnuyu zonu nabryzgivalas' okis' hroma, zahvachennaya s verhnego sloya akvarel'noi kist'yu. Zerkalom, nalozhennym sverhu, sovershalos' neskol'ko krugovyh dvizhenii dlya ravnomernogo raspredeleniya poliruyushego materiala na poverhnosti poliroval'nika, i centry ih sovmeshalis'. Na zerkalo ustanavlivalsya gruz (trehkilogrammovyi disk ot razbornyh gantelei) i v takom polozhenii eta kombinaciya prebyvala v techenie poluchasa.
O velichaishei chistote i akkuratnosti v processe polirovaniya napominat' net neobhodimosti: eto razumeetsya samo soboi.
Pri obrabotke zerkala s otverstiem v centre primenyaetsya isklyuchitel'no central'nyh shtrih s vynosom zerkala na chetvert' ego radiusa v kazhduyu storonu. K slovu, chrezmernaya tverdost' smoly obnaruzhivaetsya tem, chto v hode polirovki ona ne priobretaet zelenovatogo ottenka, ostaetsya temnogo cveta.
Process polirovaniya razbivaetsya na dve stadii: pervaya – spolirovyvanie matovosti i, vtoraya - poluchenie opticheski tochnoi poverhnosti. Pravil'nye ritmichnye dvizheniya priobretayut seichas reshayushee znachenie.
Poluchasovaya polirovka pridala zerkalu blesk, dostatochnyi dlya issledovaniya ego poverhnosti metodom Fuko (L.Fuko – francuzckii fizik (1810 – 1868).
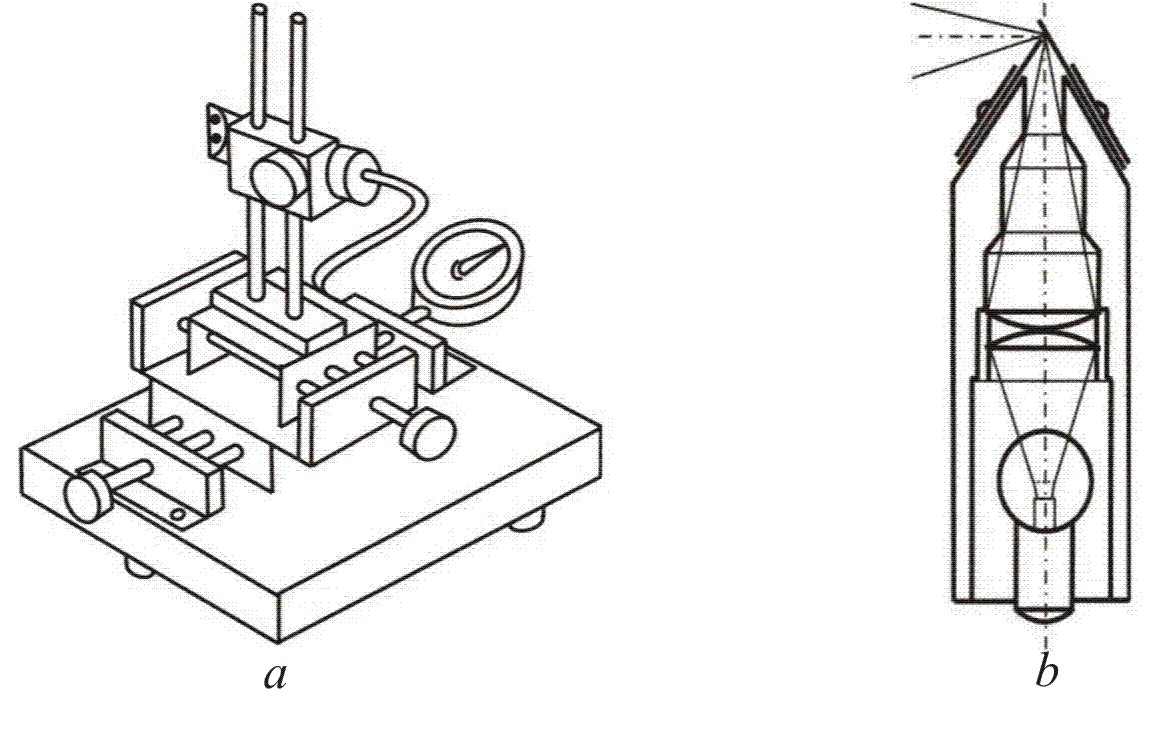
Pribor dlya
ispytanii tenevym metodom avtor izgotovil po rekomendaciyam v
special'noi literature (ris.4, a,b)
Mezhdu dvumya stoikami,
zakreplennymi na massivnoi osnove, kotoraya opiraetsya na tri nozhki,
razmesheny parallel'no dva napravlyayushih sterzhnya. Na odnoi iz stoek
ustanovlen regulirovochnyi vint (M 8×1). Po napravlyayushim
sterzhnyam peremeshaetsya promezhutochnaya ploshadka, kotoraya takzhe imeet dva
napravlyayushih sterzhnya, raspolozhennyh otnositel'no pervoi pary
perpendikulyarno, i regulirovochnyi vint (M 8×1) dlya peremesheniya
verhnei ploshadki s osvetitelem i «nozhom Fuko».
Obe
ploshadki izgotovleny iz alyuminiya, sterzhni - iz kalibrovannoi
stali-serebryanki diametrom 8 mm. Stoiki osnovy i promezhutochnoi
ploshadki snaryazheny tekstolitovymi plankami s neskvoznymi otverstiyami
dlya koncov napravlyayushih sterzhnei i otverstiya dlya krepleniya stoek k
ploshadkam.
V dvuh stoikah posredine mezhdu otverstiyami dlya
krepleniya sterzhnei prosverleno eshe po otverstiyu i narezano rez'bu M
8×1dlya vedushih vintov supportov, dlinoi 70 mm. Ih koncy
obrabotany pod sferu, protivopolozhnye koncy snaryazheny tekstolitovymi
ruchkami.
Latunnyi korpus osvetitelya zakreplen na tekstolitovyi
plastinke, imeyushei otverstie s rez'boi dlya fiksiruyushego vinta.
Pruzhiny, kotorye prednaznacheny dlya vozvratnogo peredvizheniya ploshadok,
izgotovleny iz pruzhinnoi stali 0,5 mm diametrom s natyazheniem do 1-1,5
kg i imeyut zapas rastyazheniya do 60 mm. Takim obrazom, konstrukciya
tenevogo pribora pozvolyaet plavno peremeshat' fonarik s nozhom Fuko
vdol' dvuh perpendikulyarnyh napravleniyah, a takzhe peredvigat' ego po
parnoi vertikal'noi stoike iz kalibrovannoi stali-serebryanki, kotoraya
vmontirovana v centr verhnei ploshadki.
Ris.5
Prodol'nye aberracii otschityvayutsya s pomosh'yu indikatora chasovogo tipa s cenoi deleniya 0,01 mm.
Pri ispytanii zerkalo uderzhivalos' v vertikal'nom polozhenii, naklonyalos' i povorachivalos' v nebol'shih predelah na special'noi podstavke (ris.6).
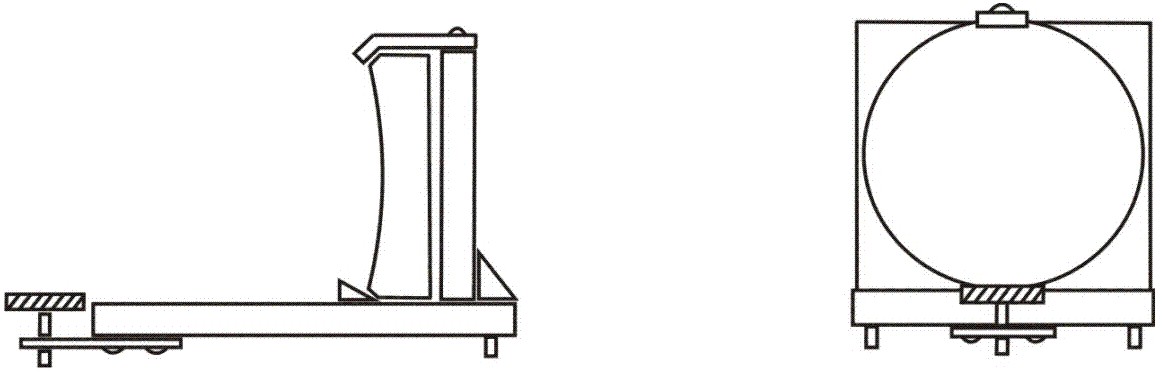
Ris.6
Ispytaniya provodilis' iz centra krivizny poverhnosti zerkala. V "otstoike" metallicheskoe zerkalo ne nuzhdaetsya.
Tenevoe
ispytanie, pozvolivshee izmerit' fokusnoe rasstoyanie zerkala s
tochnost'yu do millimetra, vyyavilo na ego poverhnosti yamu v centre i
slegka zavalennyi krai, poetomu pri vozobnovlenii polirovki dlina
shtriha ne prevyshala chetverti radiusa zerkala pri dvizhenii v kazhduyu
storonu. Dvizheniya byli plavnymi, netoroplivymi, pri umerennom
davlenii na zerkalo.
V hode polirovki zerkalo snimalos' s
poliroval'nika tol'ko dlya myt'ya pered ispytaniem; okis' hroma
nanosilas' na poliroval'nik pri sdvinutom v storonu zerkale.
Osmotr
ego poverhnosti, yarko osveshennoi elektrolampochkoi, provodilsya s
pomosh'yu korotkofokusnoi linzy.
Poluchasovye periody polirovki
cheredovalis' s 5-10-minutnymi pereryvami (holodnaya formovka pritira).
Na vremya bolee dlitel'nyh pereryvov zerkalo na poliroval'nike
pogruzhalos' v vodu, uroven' kotoroi byl vyshe granicy mezhdu nimi.
Polirovanie do polnogo ischeznoveniya matovosti rastyanulos' na 20
chasov nepreryvnogo vremeni, nemalaya chast' kotorogo byla zatrachena na
spolirovanie risok, poyavlyavshihsya vopreki strozhaishim meram
predostorozhnosti.
Glavnoe zerkalo teleskopa Kassegrena - paraboloidal'noe. Paraboloid imeet v centre bol'shuyu kriviznu, chem na krayah.
Dostizhenie
nuzhnoi poverhnosti vozmozhno dvumya sposobami.
Odin iz nih
predlagaet prodvigat'sya k paraboloidu neposredstvenno, minuya
sfericheskuyu poverhnost'. Dlya etogo neobhodimo "nashupat'"
sposob polirovki, kotoryi pozvolit dobit'sya, chtoby zerkalo davalo
aberracii, sootvetstvuyushie zaranee vychislennym aberraciyam istinnogo
paraboloida.
Vtoroi sposob nastaivaet na pridanii zerkalu strogo
sfericheskoi formy poverhnosti s posleduyushei parabolizaciei na
special'no podgotovlennom dlya etogo poliroval'nike.
Avtor,
nesmotrya na to, chto eto dvoinaya trudnost', predpochel vtoroi sposob,
kak bolee nadezhnyi: krivizna sfericheskoi poverhnosti v etom sluchae
izmenyaetsya po zakonu, svoistvennomu lish' paraboloidu.
Snachala
predstoyalo dobit'sya odinakovoi krivizny vseh zon zerkala.
Sut' metoda Fuko zaklyuchaetsya v tom, chto tochechnyi istochnik sveta S razmeshayut vblizi centra krivizny zerkala S (ryadom s os'yu simmetrii) i ispytyvayut ego izobrazhenie , postroennoe takzhe v centre krivizny po druguyu storonu osi (ris.7). Razmestiv glaz vblizi centra krivizny tak, chtoby ves' konus luchei, otrazhennyh ot zerkala, voshel v zrachok, i vvedya v nego neprozrachnyi ekran (nozh Fuko) pered tochkoi peresecheniya luchei, nablyudaem tenevuyu kartinu, privedennuyu na ris.7,a.
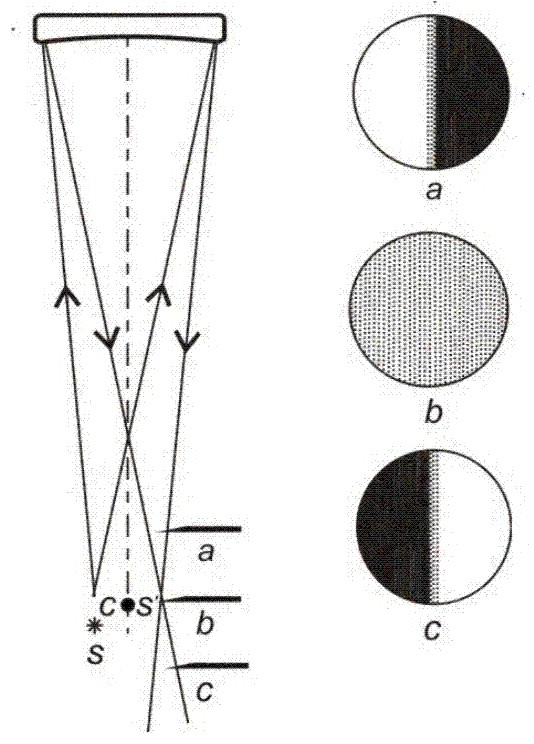
Ris.7
Polozhenie
nozha v etom sluchae nazyvayut predfokal'nym. Zametim sebe, chto
pri vvedenii nozha sprava (a imenno tak my budem delat' v posleduyushem)
tenevoi segment v predfokal'nom polozhenii budet nadvigat'sya na
zerkalo v tom zhe napravlenii, chto i nozh.
V polozhenii nozha pozadi
izobrazheniya istochnika sveta (centra krivizny) napravlenie dvizheniya
teni izmenitsya na protivopolozhnoe, nesmotrya na ta, chto dvizhenie nozha
ostaetsya prezhnim (sprava). Ten' budet nadvigat'sya emu navstrechu. Eto
ob'yasnyaetsya tem, chto nozh perekryvaet konus luchei posle ih
peresecheniya, to est' peresekaet luchi, obrazovannye levym bokom
zerkala. Eto tak nazyvaemoe zafokal'noe polozhenie nozha
(ris.7,s).
V tom sluchae, kogda nozh kosnetsya
geometricheskogo fokusa zerkala (centra krivizny), ono vnezapno i
odnovremenno pogasnet. Eto proishodit potomu, chto nozh perekryvaet
prohozhdenie vsem lucham imenno tam, gde oba svetovyh konusa, tot, chto
shoditsya i tot, chto rashoditsya, soprikasayutsya vershinami, inache
govorya, gde peresechenie etoi chasti konusa luchei imeet pochti tochechnye
razmery (ris.7,b).
Nuzhno imet'
vvidu, chto ukazannye tenevye profili budut nablyudat'sya tol'ko v
zerkale s sovershennoi opticheskoi poverhnost'yu. V deistvitel'nosti zhe
vnachale polirovaniya pri ispytanii obychno obnaruzhivayutsya te ili inye
ogrehi zerkal'noi poverhnosti.
Pisunki 8 i 9 prizvany dat'
chitatelyu predstavlenie o nekotoryh vozmozhnyh prosteishih oshibkah
zerkala, priobretennyh v hode polirovaniya. Teni na ego poverhnosti
napominayut rel'ef, osveshennyi sleva kosymi luchami, kotorye
rasprostranyayutsya navstrechu nozhu Fuko.
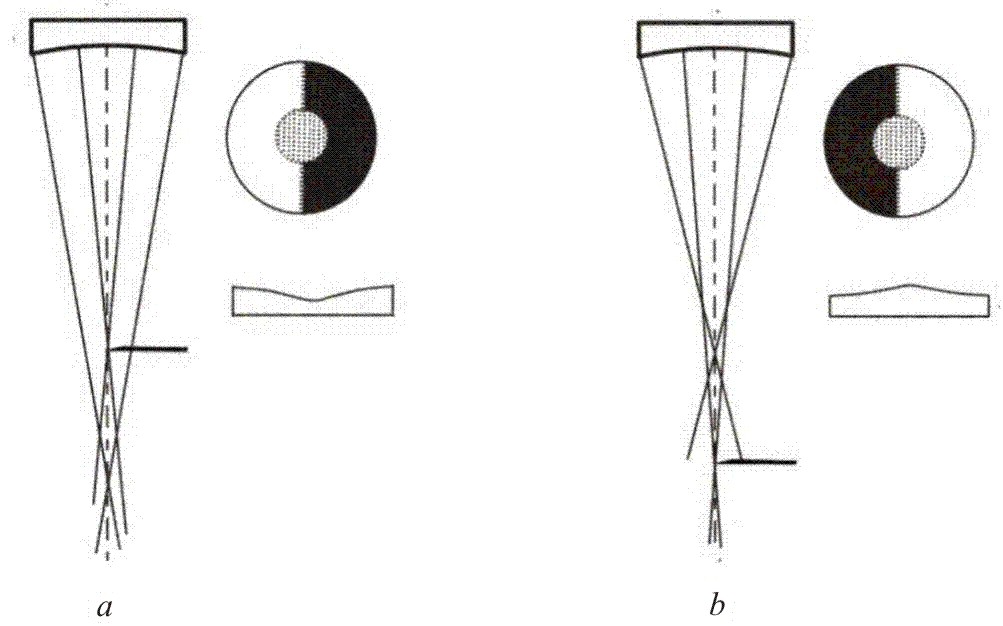
Ris.8
Voobrazhaemyi rel'ef poverhnosti shodnyi
s deistvitel'nym ego rel'efom otnositel'no bezuprechnoi poverhnosti
sfery, kotoraya pri ispytanii ee iz centra krivizny tenevym metodom
kazhetsya ploskoi (ris.7,s). Pri etom lyubaya zona zerkala s
men'shei kriviznoi predstavlyaetsya vozvysheniem, lyubaya zona s bol'shei
kriviznoi – uglubleniem. Zadacha zhe i cel' lyubitelya –
dostizhenie ploskoi poverhnosti.
Odnovremenno podcherknem, chto
tenevoi metod uverenno i nadezhno opredelyaet rel'ef poverznosti pri
uslovii, chto nozh razmeshen vblizi centra krivizny, mezhdu predfokal'nym
i zafokal'nym polozheniyami.
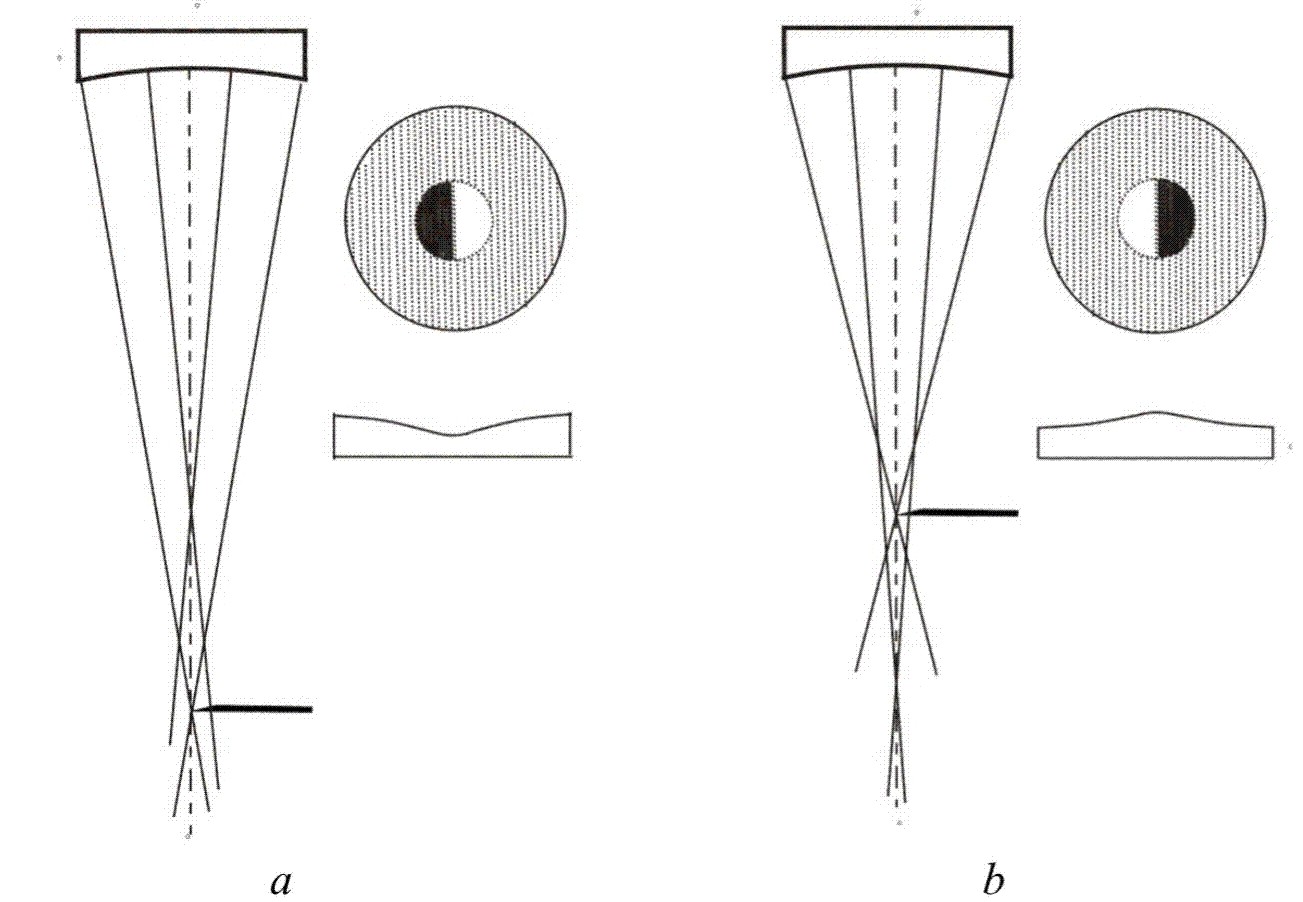
Ris.9
Ne budem sbrasyvat' so scheta i zametnye razmery (neskol'ko sotyh millimetra) istochnika sveta (iskusstvennoi zvezdy); nozh zaslonyaet ego postepenno, vsledstvie chego obrazuetsya poluten', kotoraya razdelyaet osveshennye i temnye zony. Takim obrazom, poluten' ukazyvaet, v fokuse kakoi zony razmeshaetsya nozh.
Hod
polirovki diktovalsya harakterom pogreshnostei, vyyavlennyh na ego
poverhnosti nozhom Fuko. Pri etom uchityvalis' vse faktory, vliyayushie na
konechnyi rezul'tat: i vyazkost' smoly, i rabochaya temperatura, i dlina
shtriha, i skorost' dvizhenii. Tem ne menee, ih postoyanno izmenyayushiesya
v processe figurizacii harakteristiki ne vsegda privodili k ozhidaemym
izmeneniyam formy poverhnosti zerkala.
Delo zatrudnyalos' i tem,
chto nerzhaveyushaya stal' kraine medlenno podaetsya obrabotke. Lish'
prodolzhitel'noe polirovanie obnaruzhivalo effektivnost' ili negodnost'
primenyaemyh metodov.
Poluchasovye periody figurizacii (a blizhe k ee okonchaniyu - chashe) zavershalis' tenevym ispytaniem i perepressovkoi poliroval'nika v techenie 5 - 10 minut s gruzom na zerkale pered ocherednym seansom retushi.
Ustranenie zavala bylo sopryazheno s chuvstvitel'nymi trudnostyami. V hod byli pusheny special'nye metody - podrezka, formovka poliroval'nika. Smola dvazhdy sbivalas' s polirovochnogo pritira, dolya kanifolya v nei - uvelichena. Dlina shtriha byla sokrashena do 1/5 - 1/6 radiusa zerkala.
Nepodatlivost' metalla osobenno proyavilas' pri zavershenii raboty. Vremenami kazalos', chto s bol'shim uspehom mozhno uhvatit' pal'cami kaplyu rtuti, chem odnovremenno zatenit' vsyu poverhnost' zerkala nozhom Fuko, ustanovlennym v centre ego krivizny. Samoe legkoe soprikosnovenie zerkala i poliroval'nika soprovozhdalos' nepredskazuemym izmeneniem tenevogo rel'efa, hotya sposoby ustraneniya pogreshnostei i sootvetstvovali ih harakteru. K primeru, plavno "pripodnyat'" yamu v centre zerkala udalos', tol'ko otformovav v centre poliroval'nika zvezdu s pyat'yu dlinnymi krivymi luchami.
Rabota ne prevzoshla sily avtora. Trehnedel'naya figurizaciya zakonchilas' kak i polozheno: na zerkale byla poluchena ploskaya tenevaya kartina. Srabotal zdes' ne tol'ko opyt avtora, no v ne men'shei mere i ego umenie vovremya ostanovit'sya.
Parabolizovat' zerkalo s bol'shim otnositel'nym otverstiem (v dannom sluchae - 1/5) rekomenduetsya na poliroval'nike zvezdchatoi formy. Smola dlya etoi celi mozhet byt' bolee myagkoi.
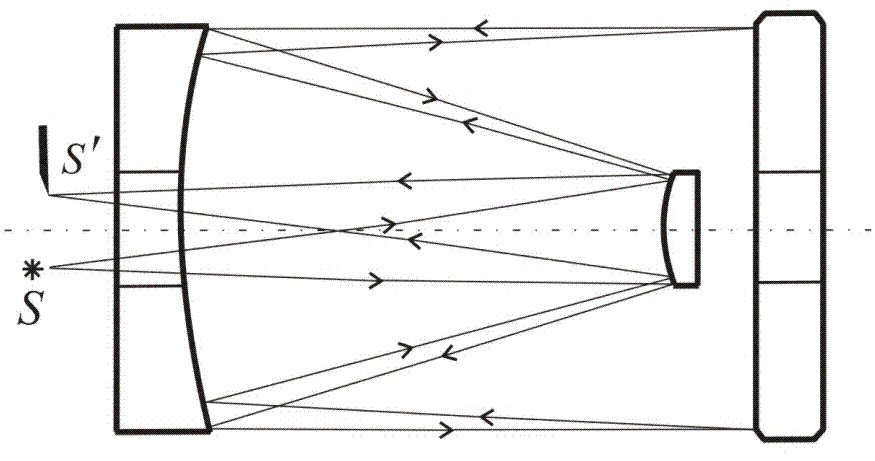
S pomosh'yu ploskogo etalonnogo zerkala s central'nym otverstiem, zaimstvovannym na vremya ispytanii v Odesskoi astronomicheskoi observatorii, avtor dlya kontrolya paraboloida ispol'zoval tenevoi metod po sheme Richi (ris.10).
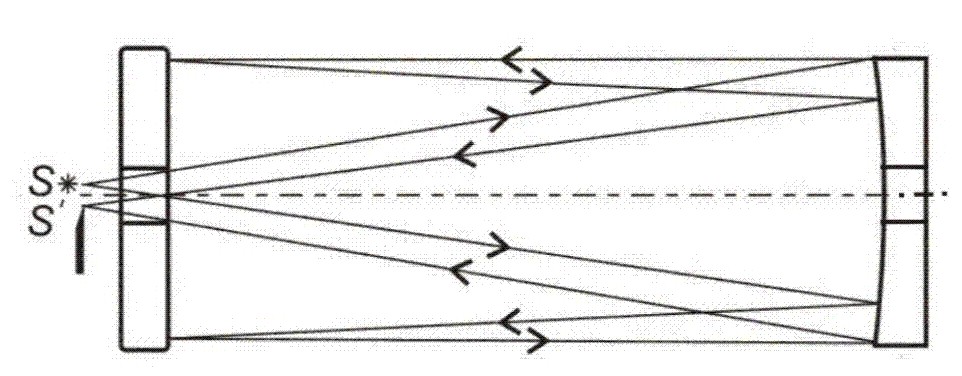
Ris.10
Zerkalo i
ploskii etalon v opravah s yustirovochnymi vintami, dlya obespecheniya ih
soosnosti, ustanavlivalis' na opticheskoi skam'e na rasstoyanii 750 mm
drug ot druga.
Sposob krepleniya glavnogo zerkala v oprave
pozvolyal legko vynimat' ego dlya retushi i vstavlyat' na mesto bez
narusheniya yustirovki.
Istochnik sveta raspolagalsya pered vhodnym
otverstiem ploskogo etalona v fokuse zerkala. Naklonyaya zerkalo, avtor
dobivalsya, chtoby otrazhenie istochnika "provalilos'" v ego
central'noe otverstie. Zatem, ostorozhno naklonyaya i povorachivaya
ploskii etalon, podvodil izobrazhenie istochnika sveta k nozhu.
Ispytanie nozhom Fuko, ustanovlennym v fokuse zerkala, pokazalo na ego poverhnosti tenevoi rel'ef - bugor v centre i podvernutyi krai. Retush' dolzhna byla vestis' do ploskoi tenevoi kartiny.
Korotkie
"porcii" polirovki (po 15 minut) plavno ponizhali
central'nuyu chast' zerkala. Figurizaciya blizilas' k zaversheniyu. I tut
avtor stolknulsya s problemoi, kotoraya grozila svesti nanet vsyu
rabotu. Protiraya posle myt'ya zerkalo, on zametil na ego poverhnosti
mutnyi nalet. Zerkalo, osveshennoe elektrolampochkoi, pri osmotre s
pomosh'yu linzy kazalos' obil'no usypannym zernami maka.
Krupnozernistyi metall proyavil sebya: vskrylsya sloi rakovin s
mel'chaishimi chastichkami shlaka v nih, kotorye, osvobozhdayas' pri
polirovke, carapali zerkalo.
Slivochnyi pirozhok, kak govorit
Shaherezada, okazalsya s percem.
Rabota nad zerkalom pereshla v
stadiyu, kotoraya ne vhodila v raschet - v stadiyu poedinka mezhdu
metallom i chelovekom. Metall ne zhelal menyat' svoyu strukturu, chelovek
- ustupat' pobedu.
No sama struktura davala shans. Sloi, istochennye rakovinami, cheredovalis' s plotnymi, chistymi sloyami. Zadacha teper' sostoyala v tom, chtoby vklinit'sya mezhdu negodnymi sloyami.
Master, kak govorit otec avtora, ne tot, kto umeet sdelat', a tot, kto umeet ispravit'.
Vozvrashat'sya
k tonkoi shlifovke, kak k bolee deistvennomu sredstvu - znachilo
dopustit' takticheskuyu oshibku: rakoviny na matovoi poverhnosti
prakticheski neotlichimy ot zeren abraziva, zastryavshego v metalle.
Ugroza soshlifovat' i chast' chistogo sloya pri takom rasklade byla
real'noi. Ostavalsya edinstvennyi sposob - prodolzhit' polirovku, poka
sloi rakovin ne istonchitsya nastol'ko, chto ego mozhno budet "dobit'"
v hode retushi i poluchit' paraboloidal'nuyu poverhnost' na chistom sloe,
do vskrytiya ocherednogo sloya rakovin.
Avtoru udalos' s etim
spravit'sya tol'ko s chetvertogo zahoda, spolirovav do etogo kak sloi,
iz'edennye rakovinami, tak i chistye sloi. Posle mesyachnyh mytarstv
poverhnost' zerkala s edva zametnymi sledami "maka" obrelo
tochnuyu sfericheskuyu formu, kotoraya v svoyu ochered' byla iskusstvenno i,
glavnoe, vóvremya, iskazhena retush'yu do paraboloidal'noi na
poliroval'nike, otformovannom v vide vos'miluchevoi zvezdy: pri
ispytanii v avtokollimacii s ploskim etalonnym zerkalom ispytuemoe
zerkalo pokazalo ploskii tenevoi rel'ef.
I esli avtor i byl
vynuzhden, skrepya serdce, v grafu "Zlo" vnesti zapis' o
neskol'kih carapinah na ego poverhnosti (dopuskaemyh, vprochem, VII
klassom chistoty dlya astronomicheskih zerkal ), to v grafu "Dobro"
on tverdoi rukoi zapisal: "Rabota nad glavnym zerkalom -
zavershena".
Samoe legkoe - pozadi, samoe trudnoe - vperedi. S etoi mysl'yu avtor vzyal v ruki dva vytochennyh na tokarnom stanke diska iz nerzhaveyushei stali diametrom 56 mm i 10 mm tolshinoi, odnomu iz kotoryh predstoyalo stat' vtorichnym zerkalom dlya teleskopa Kassegrena.
Etapy i priemy raboty zdes' takie zhe, kak i pri izgotovlenii glavnogo zerkala, s toi lish' raznicei, chto vtorichnoe zerkalo – vypukloe, a instrument dlya ego obrabotki - vognutyi, a nebol'shie razmery zagotovok oblegchali usloviya truda i uskorili sam process.
Kanavki na poverhnosti polirovochnogo pritira s tverdoi smoloi prorezalis' zakreplennym v rukoyatke ot napil'nika zhalom elektropayal'nika, kotoroe nagrevalos' na ogne.
V desyat' dnei oboshlos' avtoru dovedenie zerkala do stadii figurizacii, no vse trudy poshli nasmarku: poverhnost' zerkala, istochennaya rakovinami, kazalas' "ryaboi". Pri tenevom ispytanii ona napominala, po obraznomu vyrazheniyu K.L.Stonga "…grubuyu kozhu mandarina"(4). Tam zhe dano i reshenie problemy: pokryt' zerkalo plenkoi iz hroma, po kotoroi i vesti polirovku. Ostavlyaya na budushee etot variant iz-za nevozmozhnosti realizovat' ego v dannyi moment i uchityvaya opyt raboty nad glavnym zerkalom, avtor nashel dlya sebya vyhod v tom, chtoby izgotovit' vtorichnoe zerkalo iz listovogo metalla.
Iz plastin
nerzhaveyushei stali sluchainogo proishozhdeniya tolshinoi 8 i 10 mm avtor
izgotovil dva diska. Snachala oni byli vysverleny po okruzhnosti i
vyrubleny zubilom na metalicheskoi plite. Zatem, posle gruboi
obrabotki na elektrotochile, avtor napil'nikami pridal im pravil'nuyu
formu i tochnyi razmer.
Dvuhnedel'naya obrabotka zagotovok vyyavila,
chto kachestvo metalla vyshe, i s odnim iz nih, bolee chistym v
opticheskom otnoshenii, byla prodolzhena rabota.
Polnost'yu
otpolirovannoe vtorichnoe zerkalo ispytyvalos' v avtokollimacii s
ploskim etalonnym zerkalom (ris.11). Glavnoe zerkalo vmeste so
vtorichnym ustanavlivalos' na opticheskoi skam'e na rasschitannom
rasstoyanii (694 mm) mezhdu nimi. Pered vhodnym otverstiem "kassegrena"
ustanavlivalsya ploskii etalon. Vtorichnoe zerkalo legko vynimalos' iz
opravy dlya dorabotki i snova tochno vstavlyalos' na mesto.
Ris. 11
Snachala
yustirovalis' glavnoe i vtorichnoe zerkala. Glyadya cherez otverstie v
glavnom zerkale, avtor naklonyal vtorichnoe, poka otrazhenie glavnogo
zerkala v nem ne stanovilos' koncentrichnym. Zatem naklonyal glavnoe
zerkalo, dobivayas' koncentrichnosti otrazheniya v nem vtorichnogo
zerkala. V ekvivalentnom fokuse ustanavlivalsya nozh Fuko. Ostorozhno
naklonyaya i povorachivaya ploskoe zerkalo, avtor dobivalsya, chtoby
otrazhenie istochnika sveta v nem skrylos' za vtorichnym zerkalom. Ryadom
nahodilos' i avtokollimacionnoe izobrazhenie.
V nachale figurizacii
(giperbolizacii) na vtorichnom zerkale nablyudalsya tenevoi rel'ef,
pohozhii na rel'ef paraboloida pri ispytanii iz centra krivizny: yama v
centre i zavalennyi krai. Retush' velas' na otformovannom
poliroval'nike (ris.12) do polucheniya ploskoi tenevoi kartiny.
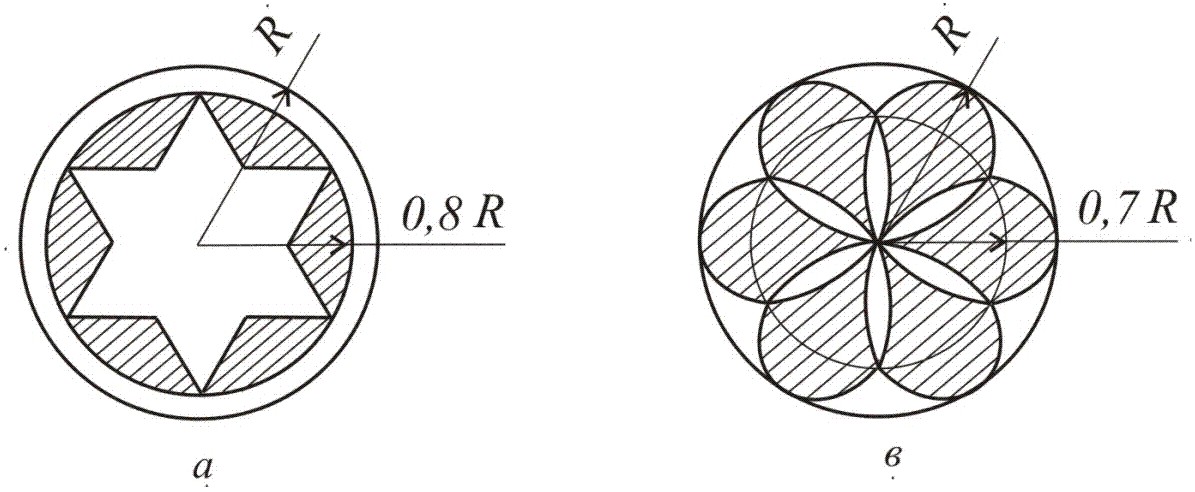
Ris. 12. Uchastki smoly na risunke zashtrihovany
Avtor v
techenie treh chasov nepreryvnogo vremeni dobilsya ploskogo tenevogo
rel'efa na vtorichnom zerkale.
Rabota nad astronomicheskimi
zerkalami dlya teleskopa Kassegrena byla dovedena do konca.
Itak, metall
v kachestve materiala dlya astronomicheskogo zerkala v sluchae nebol'shih
lyubitel'skih teleskopov vpolne mozhet sopernichat' so steklom, a po
nekotorym harakteristikam prevoshodit ego.
Obrabotka nerzhaveyushei
stali ochen' slozhna. Trudnosti pri etom neizbezhny, no oni pri
celeustremlennosti i hladnokrovii v konechnom schete preodolimy.
Uspeshnoe zavershenie raboty ne tol'ko otkryvaet pered lyubitelem
astronomii novye gorizonty, no i daet moral'noe udovletvorenie. Eto
vse to zhe staroe: "Eto ya sdelal! Ya! Sobstvennymi rukami ya sdelal
eto!".
Esli opyt avtora posluzhit primerom dlya posil'nogo podrazhaniya pri stroitel'stve lyubitel'skih teleskopov, to postavlennuyu v etoi stat'e zadachu, on budet schitat' vypolnennoi.
Izgotovlenie astronomicheskogo zerkala iz nerzhaveyushei stali vruchnuyu - ternistyi put', no on vedet k zvezdam.
Avtor blagodarit prepodavatelya Odesskogo nacional'nogo universiteta im. I.I.Mechnikova i professional'nogo optika Fashevskogo Nikolaya Nikolaevicha za pomosh', slovom i delom, na zaklyuchitel'nom etape raboty nad zerkalami.
Bibliografiya
1. Navashin M.S. Teleskop astronoma-lyubitelya. M., "Nauka," 1975
2. Sikoruk L.L. Teleskop dlya lyubitelei astronomii. M.,. "Nauka", 1986
3. Naumov D.A. Izgotovlenie optiki dlya lyubitel'skih teleskopov-reflektorov i ee kontrol'. M., "Nauka", 1988
4. Stong K.L. Teleskop-reflektor s metallicheskim zerkalom. M.,1965
Odessa
17 yanvarya 2007 g.
Chernoval
Vladimir Anatol'evich.
|
Publikacii s klyuchevymi slovami:
teleskop - lyubitel'skoe teleskopostroenie
Publikacii so slovami: teleskop - lyubitel'skoe teleskopostroenie | |
Sm. takzhe:
Vse publikacii na tu zhe temu >> | |